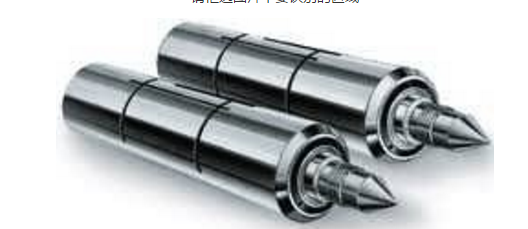


ROEHM磨削这类特殊零件的时候,采用方法之一就是中心架支撑.中心架的数量应根据工件长度和直径来确定,安装中心架时应注意支持中心与工件中心相重合.为了保证托架与工件的理想外圆表面接触,应预先在工件的支撑处磨出一小段支撑外圆,并要留有精磨余量,必须随机床加工.支撑圆制作的优劣,将直接影响细长轴加工后的尺寸精度和形状精度.随后调整中心架支撑块,轻轻接触工件表面.当支撑圆和工件全场接刀磨平后,随工件直径的继续磨小,需要随之调整中心架.磨削后的支撑圆的径向跳动偏差在~之间.精磨阶段要求磨后的支撑圆的径向跳动误差小于.
中心架
的使用方法
1.中心架安装在工件的中间.
2.用过渡套筒安装中心架
3.一端夹住,一端搭中心架
反向切削方法的特点:
改变轴向切削分力的方向,使工件受拉伸转变为受压,这样可以减小车削时工件的振动和弯曲变形.在车削细长轴时,要尽量选用反向进给车削的方法.
使用中心架和跟刀架时的注意事项:
精车长轴和细长轴时,工件材料应消除内应力.若材料弯曲应先矫直.由于细长轴刚性差,车削时容易让刀,需要多次车削才能将工件车直,所以加工余量要比一般的工件加工余量大.如长径比为30的细长轴,加工余量一般为4mm左右:长径比为50的细长轴,加工余量一般为5~6mm左右.细长轴钻中心孔前,必须注意坯料是否弯曲,弯曲度大的应矫直,弯曲度小的也尽量使弯曲点在工件的两端,使工件中间不弯曲或弯曲小,以防车削时工件产生离心力而影响切削.调整尾座中心与主轴中心同轴:尾座套筒伸出部分要尽可能的短,以减少振动.
兼容性快换卡爪
应用介绍:
1、兼容型快换卡爪,可以实现不同夹持直径的卡爪在10S内
进行快速更换,不需要拆卸螺栓;
2、兼容型快换卡爪,可以直接在大多数卡盘上进行兼容使
用,例如标准液压卡盘、球臂后拉卡盘、气动卡盘等;
3、独特的模块化设计,使卡爪可以进行软爪或者镶嵌硬质合
金爪钉或者镶嵌夹持块等非标设计,如有卡爪磨损,
仅需要
更换上爪或者夹持块,不需要整体更换,降低使用成本;
4、兼容型快换卡爪,可以根据客户的现有卡盘进行定制,并
且不影响卡盘的原有精度.
Matrix柔性夹具
ConUEST INDUSTRIES机床卡盘、CRAWFORD 夹头COLLET CHUCKS AND COLLETS回转卡盘克罗福德夹头
CUSHMAN INDUSTRIES伸缩卡盘库什曼卡盘、Crawford夹头、DUNHAM TOOLS动力卡盘顿汉夹具
EAGLE ROCK TECHNOLOGIES鹰岩刀具、Forkardt卡盘福尔卡特卡盘
Knurlcraft 滚花刀具、Wahlstrom Float-Lock 、Redmer Air Chucks and
Wettstein Tool 、GAMET机械卡盘,盖米特卡盘、GATOR CHUCKS手动卡盘,盖特卡盘
Glacern虎钳夹头 GMT虎钳,GLACERN MACHINE TOOLS夹具、HAINBUCH齿轮卡盘,海博格卡盘
,HALDER轴类卡盘,哈儿德卡盘、HEINRICH卡盘,海因里奇卡盘、Roehm卡盘罗姆卡盘
KA-ZOO CHUCKS气动卡盘,卡拉马祖卡盘、LEXAIR磨片卡盘,阀类产品,泵阀
Leader chuck systems,领导卡盘、LYNDEX分度卡盘,、MAGNUM VISES虎钳,万能虎钳
MICROCENTRIC自定心中心架,Micro Centric卡盘、MITEE BITE三爪卡盘、NIKKEN日研夹具
,NOBEL四爪卡盘,川田卡盘、PHASE II+卡盘,菲思图卡盘,
PMH德国卡盘、POWERHOLD二爪卡盘(Gamet precision多爪卡盘 , Karl Bruckner GmbH顶尖, RINGSPANN GmbH精密夹持系统, Grip二爪动力卡盘, and Nikko Precision动力卡盘驱动)
,PRATT BURNERD六爪卡盘Pratt Burnerd America /Atlas Workholding,Crawford,
PROHOLD WORKHOLDING膜片齿轮卡盘、RITEN气动卡盘,日腾卡盘、ROHM卡盘,罗姆卡盘
LYDEX-NIKKEN刀具、刀柄
适用于各种车床加工的夹具信息详情
工装夹具事业部
l86-6956-6O6l 亓工
销售ROEHM中心架,进口备件国产化是上海恒团工业设备有限公司的主要产品,我们的产品负责人是崔家颖,有需要的朋友请直接拨打我的电话15563622361,我们的地址是上海市青浦区重固镇赵重公路2777弄8号423室,期待与您的合作!